
Im Flexodruck beeinflusst die Passergenauigkeit bei Mehrfarbendruck (2, 4, 6 und 8 Farben) direkt die Farbwiedergabe und Druckqualität des Endprodukts. Ob Stapel- oder Zentraldruckmaschine (CI) – Passerfehler können verschiedene Ursachen haben. Wie lassen sich Probleme schnell erkennen und das System effizient kalibrieren? Im Folgenden finden Sie einen systematischen Ansatz zur Fehlerbehebung und Optimierung, der Ihnen hilft, die Druckpräzision zu verbessern.
1. Überprüfen Sie die mechanische Stabilität der Presse
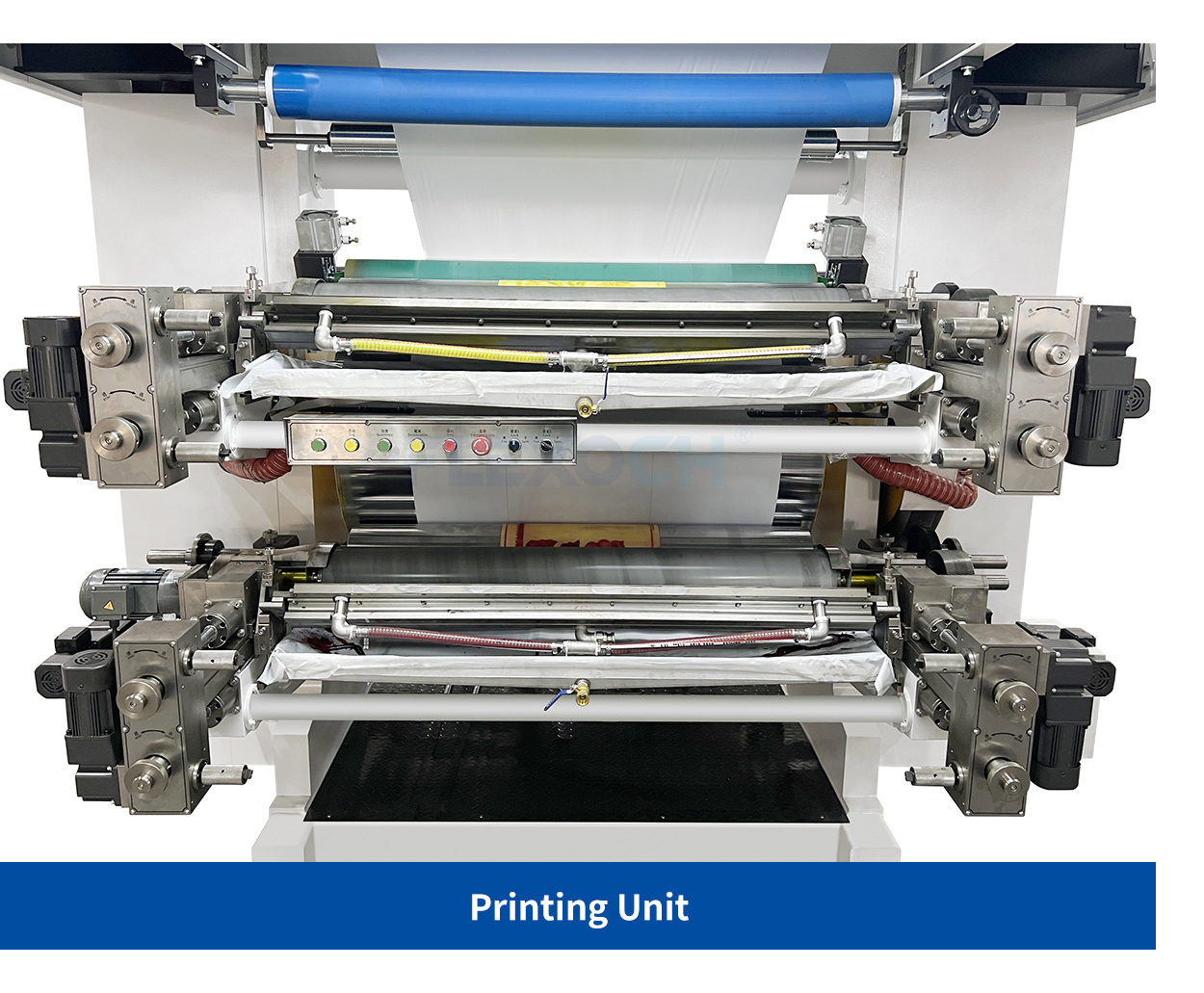
Die Hauptursache für Passerfehler sind häufig lose oder verschlissene mechanische Bauteile. Bei Stapelflexodruckmaschinen müssen Zahnräder, Lager und Antriebsriemen zwischen den Druckwerken regelmäßig auf Spaltmaße und Fehlausrichtungen überprüft werden. Zentraldruck-Flexodruckmaschinen mit ihrer zentralen Drucktrommel bieten in der Regel eine höhere Passergenauigkeit; dennoch muss auf die korrekte Installation des Plattenzylinders und die Spannungsregelung geachtet werden.
Empfehlung: Nach jedem Plattenwechsel oder längeren Stillstandszeiten sollten Sie jede Druckeinheit manuell drehen, um auf ungewöhnlichen Widerstand zu prüfen. Führen Sie anschließend einen Testlauf mit niedriger Geschwindigkeit durch, um die Stabilität der Passermarken zu beobachten.
2. Optimierung der Substratanpassungsfähigkeit
Unterschiedliche Substrate (z. B. Folien, Papier, Vliesstoffe) weisen unter Spannung unterschiedliche Dehnungsgrade auf, was zu Passerfehlern führen kann. Zentraldruck-Flexodruckmaschinen mit ihren stabilen Spannungsregelungssystemen eignen sich besser für den hochpräzisen Foliendruck, während Stapel-Flexodruckmaschinen feinere Spannungseinstellungen erfordern.
Lösung: Falls es zu einer merklichen Dehnung oder Schrumpfung des Substrats kommt, versuchen Sie, die Druckspannung zu verringern, um Passerfehler zu minimieren.
3. Kalibrierung der Platten- und Aniloxwalzenkompatibilität
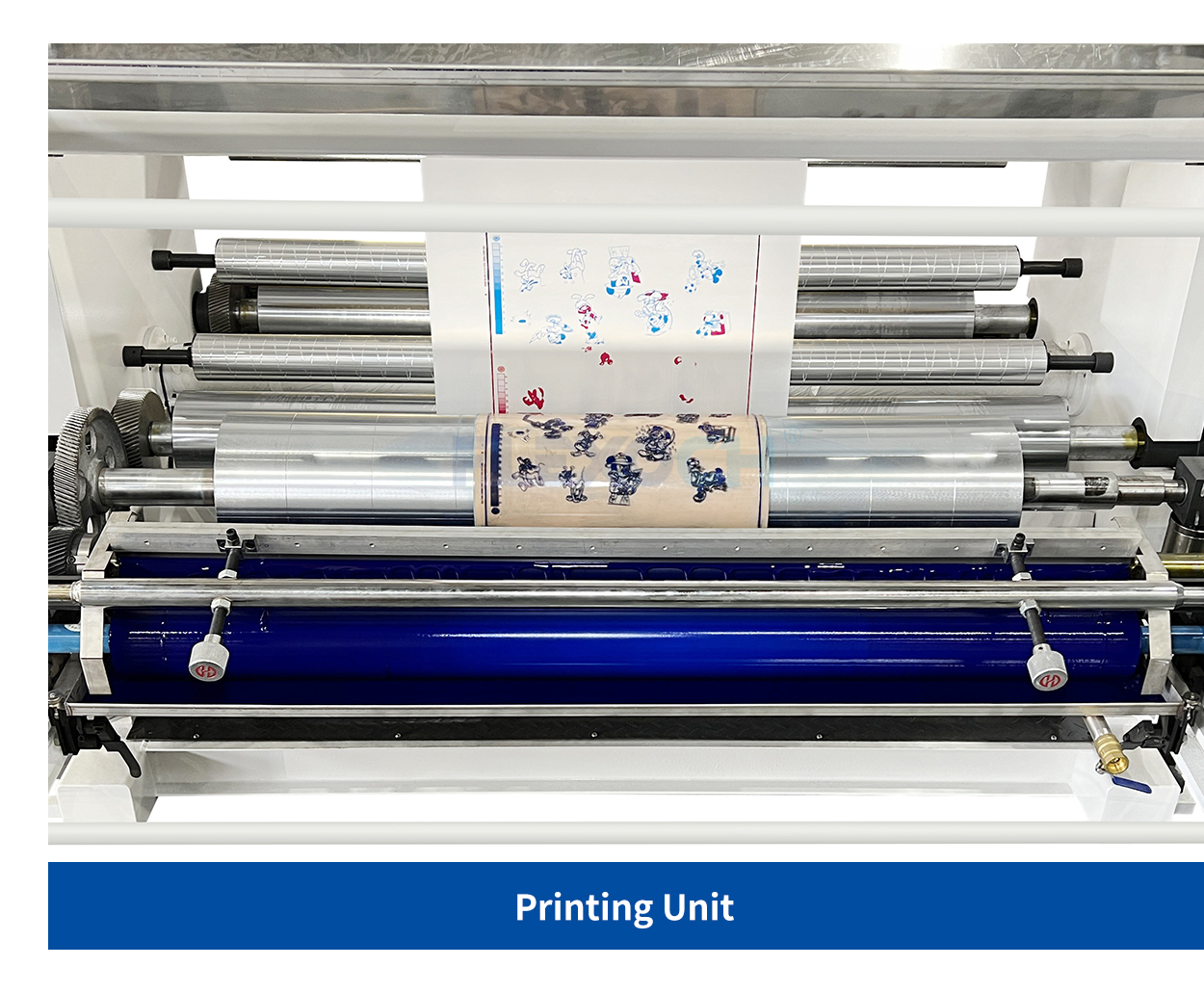
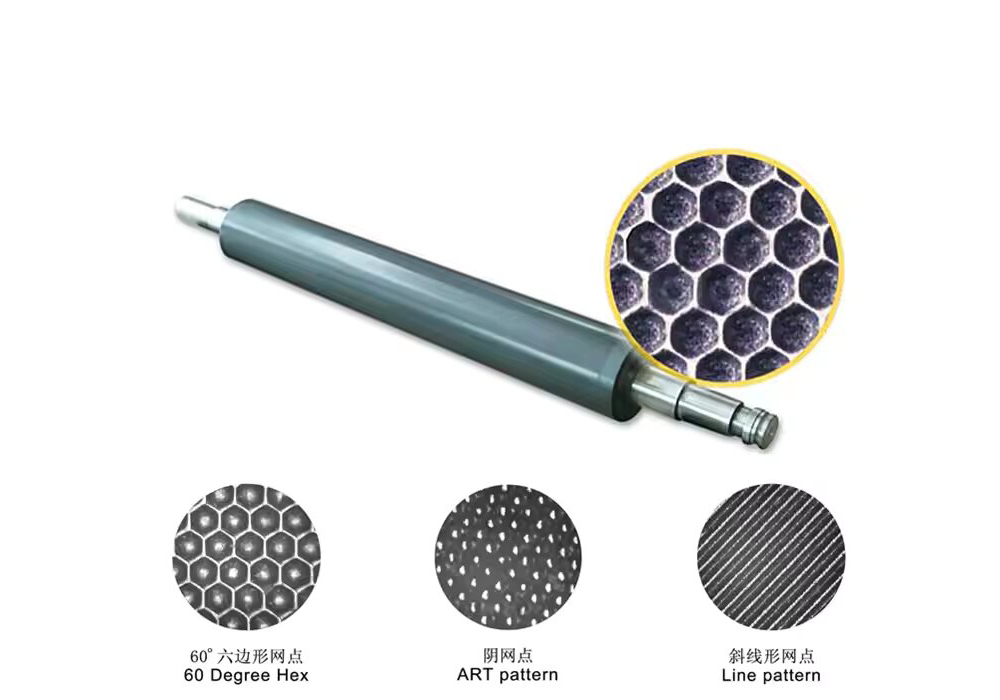
Plattendicke, Härte und Gravurgenauigkeit beeinflussen die Passgenauigkeit direkt. Hochauflösende Plattenherstellungstechnologie reduziert Punktzuwachs und verbessert die Passgenauigkeit. Gleichzeitig muss die Anzahl der Rasterwalzenlinien zur Platte passen – eine zu hohe Anzahl kann zu unzureichendem Farbauftrag führen, eine zu niedrige zu Verschmieren und damit indirekt zu einer Beeinträchtigung der Passgenauigkeit.
Bei CI-Flexodruckmaschinen, bei denen alle Druckwerke eine gemeinsame Gegendrucktrommel nutzen, können sich geringfügige Abweichungen in der Plattenkompression verstärken. Achten Sie daher auf eine gleichmäßige Plattenhärte in allen Werken.
4. Druckdruck und Farbsystem anpassen
Zu hoher Druck kann die Druckplatten verformen, insbesondere bei Stapelflexografiemaschinen, bei denen jede Einheit unabhängig Druck ausübt. Kalibrieren Sie den Druck für jede Einheit einzeln und beachten Sie dabei das Prinzip der „leichten Berührung“ – gerade so viel, dass das Bild übertragen wird. Darüber hinaus ist die Farbgleichmäßigkeit entscheidend – überprüfen Sie den Rakelwinkel und die Farbviskosität, um lokale Passerfehler durch ungleichmäßige Farbverteilung zu vermeiden.
Bei CI-Druckmaschinen erfordern der kürzere Farbweg und der schnellere Farbtransfer besondere Aufmerksamkeit hinsichtlich der Trocknungsgeschwindigkeit der Farbe. Gegebenenfalls Verzögerer hinzufügen.
● Video-Einführung
5. Nutzen Sie automatische Registrierungssysteme und intelligente Vergütungssysteme.
Moderne Flexodruckmaschinen verfügen häufig über automatische Registersysteme zur Echtzeitkorrektur. Reicht die manuelle Kalibrierung nicht aus, sollten historische Daten genutzt werden, um Fehlermuster (z. B. periodische Schwankungen) zu analysieren und gezielte Anpassungen vorzunehmen.
Bei langlebigen Anlagen sollte regelmäßig eine lineare Kalibrierung der gesamten Einheit durchgeführt werden, insbesondere bei Stapel-Flexodruckmaschinen, bei denen die unabhängigen Einheiten eine systematische Ausrichtung erfordern.
Fazit: Präzisionsregistrierung liegt in der Detailkontrolle.
Ob Stapel- oder CI-Flexodruckmaschinen – Registerprobleme werden selten durch einen einzigen Faktor verursacht, sondern vielmehr durch das Zusammenspiel von mechanischen, materialbedingten und prozessbedingten Variablen. Durch systematische Fehlersuche und präzise Kalibrierung können Sie die Produktion schnell wiederherstellen und die langfristige Stabilität der Druckmaschine verbessern.




Veröffentlichungsdatum: 08.08.2025